同步带可以机械加工,以满足特殊的功能特点。带有厚背衬的同步带特别适合用于机械加工。可用的类型:版本FA和涂层/覆盖物,背部较厚的同步带的灵活性降低了,因此,需要更大的滑轮直径。皮带的灵活性可以通过交叉开槽或切口来提高。
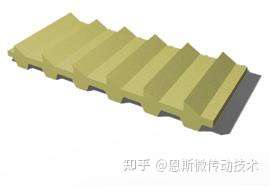
后交叉铣削
皮带背面的交叉凹槽增强了皮带的灵活性。从技术可行性的角度来看,研磨过的凹槽被尽可能地用于提高产品在皮带上的安全装载和安全定位。
 CONTI® SYNCHROFLEX(中国)欢迎您
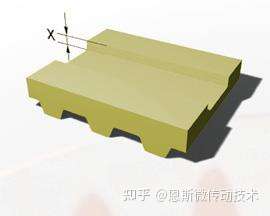
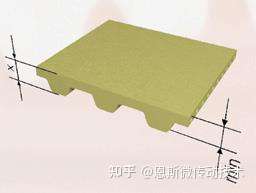
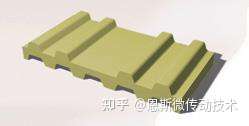
CONTI® SYNCHROFLEX(中国)欢迎您后纵向铣削
独立于皮带间距,皮带背部整形提供了广泛的设计变体的定制解决方案。通过这种方式,皮带引导可以通过梯形背剖面,或通过棱镜形横截面支撑和移动的圆形截面来实现。尺寸应以相对于皮带背部的深度测量值x表示。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您后磨
所有的连续®同步弯曲正时带可以接地和完成的原因,由于精度或为了获得一个粗糙的表面。注意,皮带不能小于整体厚度x,否则张力构件可能会损坏。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您磨边
皮带边缘可以实现特别精确的皮带宽度公差。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您去除单个带齿
去除单个或一组的带齿是可行的,由于高维的精确啮合,当剩余的带齿作为精确的位置载荷区域。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您齿的纵向磨削
加工齿轮廓是重要的机械加工手段,以保护从横向运行。加工深度x表示为从齿顶表面测量到的加工深度x。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您同步带打孔
在这种应用中,穿孔同步带最好与芳胺张力构件同步带一起使用。
 CONTI® SYNCHROFLEX(中国)欢迎您
CONTI® SYNCHROFLEX(中国)欢迎您